Large industrial plants often vent significant quantities of low-pressure steam to the atmosphere, wasting energy, water, and water-treatment chemicals. Recovery of the latent heat content of low-pressure steam reduces the boiler load, resulting in energy and fuel cost savings. Low-pressure steam’s potential uses include driving evaporation and distillation processes, producing hot water, space heating, producing a vacuum, or chilling water. If the steam pressure is too low for the intended application, AAHANA Steam Jet Thermocompressor can boost the pressure and temperature to the required level.
Thermocompressors and ejectors operate on the same thermodynamic and physical principle: energy contained in high-pressure steam can be transferred to a lower pressure vapor or gas to produce a mixed discharge stream of intermediate pressure. These devices are known for:
If the objective is to recover the latent heat content of the low-pressure suction vapor for process use, the device is called a Thermocompressor. If the objective is to pull a vacuum on a process vessel, the device is called an ejector.
Single- or multi-stage Thermocompressors are used to boost low-pressure vent steam to a useful higher pressure and temperature. When high-pressure motive steam is available, Thermocompressors can be economically used for compression ratios up to 6:1 (absolute pressure of supply steam/suction steam).
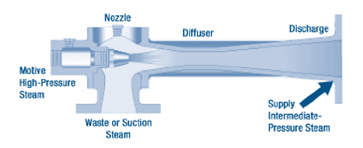
High-pressure motive steam supplied to the Thermocompressor expands in a converging-diverging nozzle to convert pressure energy to kinetic energy. Vent steam supplied to the suction port is entrained into this low-pressure/high-velocity jet, where mixing occurs. The diffuser portion of the Thermocompressor shown in the figure reconverts the kinetic energy of the mixture back into pressure. The intermediate discharge pressure is between the pressures of the motive and low-pressure suction steam. The discharge pressure is determined by the compression ratio (i.e., the ratio of the pounds per hour [lb/hr] of motive steam supplied to the lb/hr of low-pressure suction steam entrained). The Thermo Compressor capacity of the device is dictated by the availability of motive steam, motive, and suction steam pressure, and discharge steam pressure requirements. Applications include drying and heating, multi-effect evaporators, vulcanizers, reboilers, strippers, condensate receiver tanks, and solvent extraction processes.
In a vacuum jet ejector, the low-pressure vent steam is the motive energy source. Air and/or water vapor are sucked from the process into the mixing chamber at near-vacuum conditions. Both the motive vent steam and the suction vapors/gases pass through a venturi throat and are released through a diffuser. Although steam jet ejectors can be used to pull a vacuum with motive steam pressure as low as 5 pounds per square inch gauge (psig), higher pressures of 15 to 50 psig are more practical.
An industrial facility vents 10,000 lb/hr of steam at near atmospheric pressure [0.3 psig, 212.9°F, 1,150.7 Btu per pound (Btu/lb)]. Wasted steam can be converted into useful low-pressure process steam by boosting its pressure to 15.3 psig (250.3°F, 1,164.1 Btu/lb). Saturated motive steam at a pressure of 200 psig is available (387°F, 1,199.7 Btu/lb).
For a required compression ratio of 2:1 (15.3 + 14.7 psia)/(0.3 + 14.7 psia), 1.1 lb of high-pressure motive steam per lb of low-pressure suction steam is required. The thermo-compressor requires 11,000 lb/hr of 200-psig steam to produce a discharge of 21,000 lb/hr of 15.3-psig intermediate-pressure steam. Elimination of steam venting saves:
Energy Savings = Vent Flow Rate (lb/hr) x Enthalpy of the Vented Steam less the
Enthalpy of Makeup Water (Btu/lb)
= 10,000 lb/hour x (1,150.7 – 77) Btu/lb x (MMBtu/106 Btu)
= 10.7 MMBtu/hr
For a continuously operating facility, annual energy savings are approximately
94,000 MMBtu. For natural gas fuel priced at $8.00 per MMBtu ($8.00/MMBtu) with a boiler efficiency of 80%, fuel savings are valued at:
Annual Savings = 94,000 MMBtu/yr x $8.00/MMBtu/0.80 = $940,000
Thermo compressors in USA - Thermo compressors manufacturer in USA - Thermo compressors supplier in USA - Thermo compressors in Germany - Thermo compressors manufacturer in Germany - Thermo compressors supplier in Germany - Thermo compressors in UK - Thermo compressors manufacturer in UK - Thermo compressors supplier in UK - Thermo compressors in Singapore - Thermo compressors manufacturer in Singapore - Thermo compressors supplier in Singapore - Thermo compressors in India - Thermo compressors manufacturer in India - Thermo compressors supplier in India.

